
松下气体保护焊机

松下数字逆变脉冲焊机YD-500FT3HGE YD-500FT3HGK YD-500FT3HPS
材料:
交期:
描述:
规格: YD-500FT3HGE YD-500FT3HGK YD-500FT3HPS
在线咨询
交期:
描述:
规格: YD-500FT3HGE YD-500FT3HGK YD-500FT3HPS
松下数字逆变脉冲MIG/MAG焊机YD-500FT3HGE YD-500FT3HGK YD-500FT3HPS
型号:YD-500FT3
序列号:YD-500FT3HGE
可焊材料:碳钢 不锈钢
额定负载持续率:100%
输入电压:三相 AC 380V

轻飞溅
通过软件算法在短路过渡时对飞溅发生倾向进行判断和有效抑制,使短路过渡更加平顺,飞溅显著降低。
加长电缆自动补偿
焊接过程实时检测回路阻抗变化,自动调整峰值时间、脉冲输出能量,促进熔滴顺利过渡.(支持40米加长电缆)
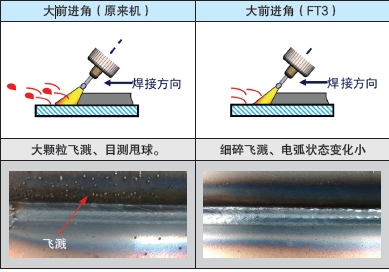
有效消减焊接飞溅
● 中小电流领域CO2焊接时,飞溅平均削减达到15-20%。
● 焊枪角度发生变化,也能有效抑制飞溅,保持电弧稳定。
模拟通讯接口
可以与专机或机器人进行通讯;支持粘丝检测、冷却水回路检测和焊丝回抽控制。可扩展RS485数字通讯接口
可扩展多种通讯接口
可扩展安装快插式通讯接口盒,支持多种主流通讯方式
订 购 号 | 型号 | 通 信 方 式 | 接 口 形 式 |
AGAA00290000 | WTDXW00105 | DeviceNet | 五 芯 插 头 |
AGAA00289000 | WTDXW00106 | CANopen | D-sub 接 头 |
AGAA00288000 | WTDXW00104 | PROFINET | RJ45 |
AGAA00287000 | WTDXW00103 | EtherCAT | |
AGAA00286000 | WTDXW00102 | EtherNet/IP |
参数规格
| 电源型号 | YD-350FT3 | YD-500FT3 | |
| 产品序列号 | YD-350FT3HGE | YD-500FT3HGE | |
| 控制方式 | - | 数字IGBT控制 | |
| 额定输入电压·相数 | - | 三相 AC 380V | |
| 输入电源频率 | Hz | 50/60 | |
| 额定输入容量 | kVA/kW | 13.6/12.6 | 23.5/22.1 |
| 额定输出空载电压 | V | 70 | 70 |
| 输出特性 | - | CV(恒压特性) | |
| 额定输出电流 | A | 脉冲无 DC 350 脉冲有 DC 300 焊条电弧焊 DC 300 | 脉冲无 DC 500 脉冲有 DC 400 焊条电弧焊 DC 400 |
| 额定输出电压 | V | 31.5 | 39 |
| 额定负载持续率(※注1) | % | 60 | 100 |
| 输出电流范围(※注2) | A | 脉冲无 DC 40~350 脉冲有 DC 40~300 焊条电弧焊 DC 300 | 脉冲无 DC 60~500 脉冲有 DC 60~400 焊条电弧焊 DC 400 |
| 输出电压范围(※注3) | V | 16~31.5 | 17~39 |
| 存储器 | - | 80 通道 存储·调用 | |
| 焊接方法 | - | CO2 MAG/脉冲MAG/ 不锈钢MIG/ 不锈钢脉冲MIG/焊条电弧焊 | |
| 波形控制功能 | - | 数字设定 | |
| 指令序列功能 | - | 焊接/焊接-收弧/初期-焊接-收弧/点焊 | |
| 外壳防护等级 | - | IP23S | |
| 绝缘等级 | - | 主变155℃(电抗器200℃) | |
| 电磁兼容分类 | - | A类 | |
| 冷却方式 | - | 强制风冷 | |
| 适用焊丝类型 | - | 碳钢/碳钢药芯/不锈钢/不锈钢药芯 | |
| 适用焊丝直径*1 | mm | 0.8/0.9/1.0/1.2 | 1.0/1.2/1.4/1.6 |
| 时序 | - | 焊接/ 焊接—收弧/ 初期—焊接—收弧/ 点焊 | |
| 保护气体 | - | CO2 焊接 CO2 :100% MAG焊接 Ar:80%,CO2:20% 不锈钢MIG焊接 Ar:98%,O2:2% 或 Ar:97.5%,CO2:2.5% | |
| 提前送气时间 | s | 0 s–10 s 连续调节(0.1 s递增) | |
| 滞后停气时间 | s | 0 s–10 s 连续调节(0.1 s递增) | |
| 点焊时间 | s | 0.3 s–10 s 连续调节(0.1 s 递增) | |
| 输入电源端子 | - | 端子台(3相用,M5螺栓固定) | |
| 输出端子 | - | 螺栓紧固方式(M8附带螺栓) | 螺栓紧固方式(M10附带螺栓) |
| 外形尺寸(长×宽×高) | mm | 575×380×632 | |
| 重量 | kg | 57 | 61 |
※注: 350FT3 机型部分脉冲焊接数据因脉冲参数设置不同负载持续率可能有所变化,具体视设定参数而定。
※注: 具体各机型不同规范适用的焊丝直径请参考"适用焊接法"。
可选焊接电源
| 焊接电源 | 模拟接口 | RS-485 | IoT | WiFi | 以太网 | 接机器人 |
| YD-350FT3HGE YD-500FT3HGE | ● | ○ | ○ | ○ | ○ | ○ |
| YD-350FT3HGK YD-500FT3HGK | ● | ○ | ○ | ○ | ○ | ● |
| YD-350FT3HPS YD-500FT3HPS | ● | 功能选配 | ○ | |||
