松下气体保护焊机

产品简称:350GS6
型号:YD-350GS6
序列号:YD-350GS6HGE
可焊材料:碳钢 不锈钢
产品说明:GS6系列全数字脉冲CO2/MIG/MAG焊机
产品介绍
■ 飞溅进一步降低
CO2焊接飞溅进一步降低,即使采用CO2气体,也可以实现近似MAG焊接的低飞溅,大幅降低气体成本。
■ 易于操作
1. 一元化调节
内置针对不同材料、丝径和气体的数据库,一元化方式下,只需单选钮即可设定焊接规范。
2. 焊接向导
只需设定好材质、板厚、接头方式等条件,焊机自动给出推荐的焊接参数,适合初学及缺乏经验的焊工。
3.面板带有液晶显示
显示菜单内容、故障内容,提供焊接功能设置、面板操作的提示。
4.存储和快速调用
焊机可存储100组设定的焊接工艺参数,对于常用的几组数据可在面板上一键调用,也可送丝装置上远程存储调用。
■ AB电流工法
AB电流,是将AB两种焊接条件,在焊接过程中低频切换,控制焊缝热量输入,适合于薄板、立向上等焊接场合。组合模式:MIX 模式有 (A脉冲+B脉冲 ) 和 ( A短路+B短路) 2种组合,B电流跟随A电流(主焊接)的模式。
■ 初期和收弧焊接模式设定
初期和收弧的焊接模式(脉冲或直流)与主焊接模式可分别独立设定。
■ 可选购、定制工艺软件包
1. 碳钢超薄板软件包
2. 镍基合金堆焊软件包
3. 高速焊软件包
4. MIG钎焊软件包
■ 与机器人或专机连接
1. 与本社机器人连接,可组成薄板低飞溅焊接系统、高速焊接系统、单电源或双电源双丝。
2. 可扩展EtherNET/IP、DeviceNET、PROFINET、 PRFIBUS、ETHERCAT 通讯接口,与他社机器人连接。支持JOB模式,可在同一焊缝中调用多个JOB。
3. 标配模拟通讯接口,选配RS485通讯接口。
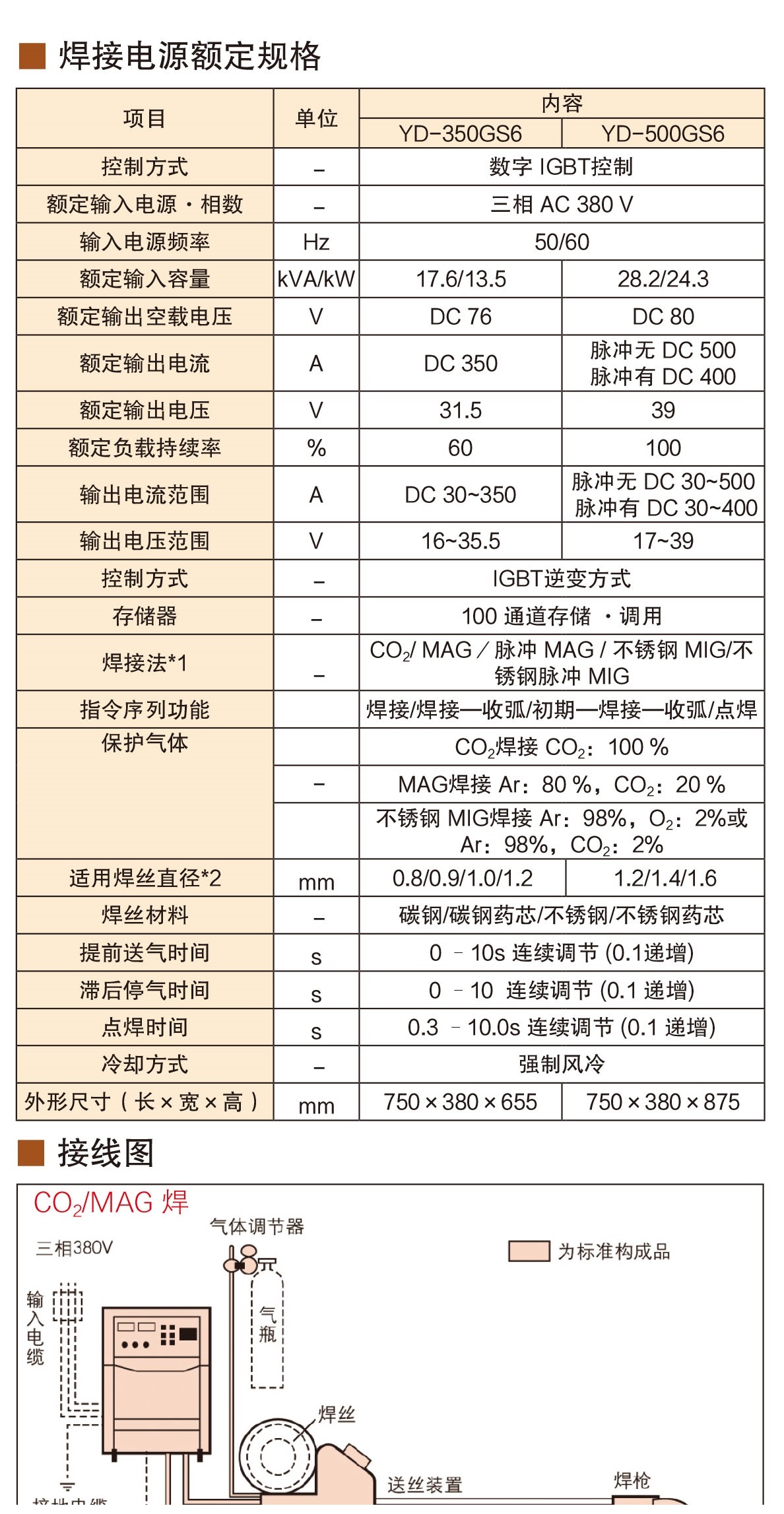
额定规格